GB4220 makîneya dîtina band metal a bi kalîteya bilind
Specification
| Parametreyên makîneya dîtinê ya band metal | GB220 |
| Rêjeya birrîna (mm) | 200-200*200 |
| Specifications band saw (mm) | 2650*27*0.9 |
| Leza dîtina bandê (m/min) | 27, 45, 69 |
| Awayê xurtkirina xebatê | Manual / hîdrolîk |
| Hêza motora sereke (kw) | 1.5 |
| Hêza motora hîdrolîk (kw) | 0.75 |
| Hêza pompa sarkirinê: (kw) | 0.04 |
| pîvana xêzkirinê (mm) | 1400*800*1100 |
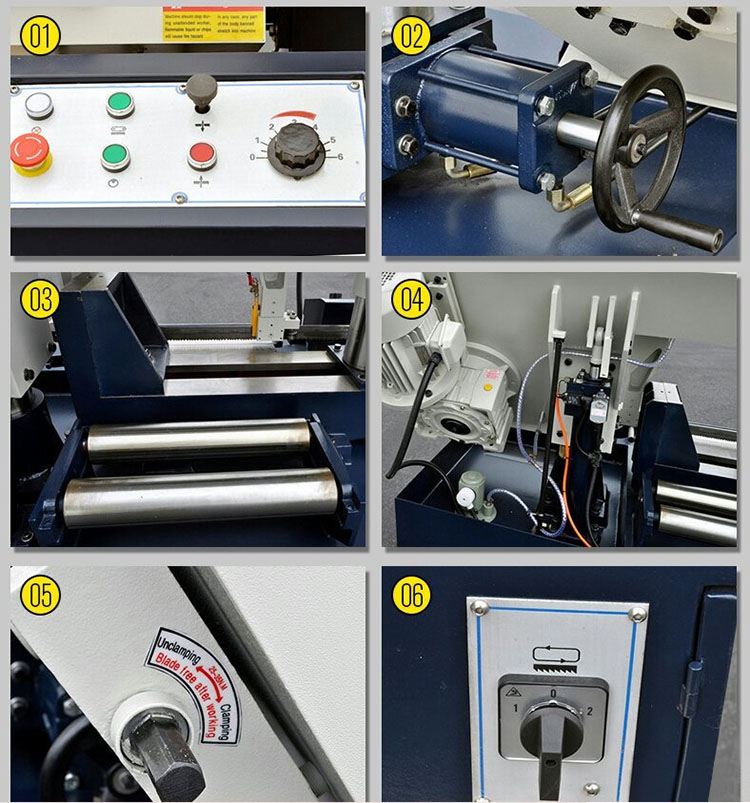
Features

1. Kontrola hîdrolîk a leza birrîna, rêziknameya leza bê gav;
2. Struktura bloka rêberî zanistî û maqûl e, ku dikare jiyana karûbarê tîrêjê dirêj bike;
3. Avahiya stûna dualî, operasyona domdar;
4. Savkirina stabîl û rastbûna bilind;
5. Kevirê xebatê girtina hîdrolîk, ku xebitandina wê hêsan e, qebûl dike.
6. Amûra kelepkirina hîdrolîk a sê-rê dikare were xweş kirin.
Rêgezên xebata ewlehiyê ji bo makîneya dirûna band metal
1. Personelên xebitandin û lênihêrînê yên makîneya tîrêjê ya bandê divê bi profesyonelî werin perwerde kirin da ku jêhatîbûna xebitandin û domandina makîneya tîrêjê ya bandê master bikin.Pêdivî ye ku operator xewek têr peyda bikin û baldariyê biparêzin.
2. Dema ku lezê biguhezînin, divê hûn berî vekirina qapaxa parastinê rawestin, destikê bizivirînin da ku kemberê rehet bikin, kembera V-yê têxin nav qulika leza hewce, dûv re qayîşê teng bikin û qapaxa parastinê veşêrin.
3. Verastkirina firçeya têlê ya rakirina çîpê divê têl bike ku têl bi diranê tîrêja bandê re têkilî dayne, lê ne ji koka diranê wêdetir.Bala xwe bidinê ka firçeya têl dikare pelikên hesin jê bike.
4. Destê rêberiyê li kêleka rêça kevokê li gorî mezinahiya perçeya xebatê ya ku tê hilanîn eyar bikin.Piştî verastkirinê, pêdivî ye ku cîhaza rêber were girtin.
5. Dirêjahiya mezin a materyalê sawê Z divê ji rêziknameyê derbas nebe, û perçeya xebatê divê bi zexmî were girtin.
6. Tightness blade saw Band divê rast be, lez û xwarin divê rast be.
7. Parçeyên hesin, sifir, aluminium ne hewceyî şilava birrîna ne, û yên din hewce ne ku şilavê binivîsin.
8. Di dema birînê de lûleya sawê dişkê.Piştî guheztina tîra sawê, pêdivî ye ku perçeya xebatê were zivirandin û ji nû ve were seh kirin.Divê kevana sawê hêdî hêdî bê bandor were xwarê.
9. Di pêvajoya qutkirinê de, operator bi tundî qedexe ye ku ji postê derkeve, û xebitandina bi destan bi tundî qedexe ye.
10. Di dawiya her veguheztinê de, divê hûn dabînkirina elektrîkê qut bikin, qapaxa parastinê vekin, çîpên ku di çerxa sawê de hatine derxistin derxînin, û xebatek baş a lênihêrîna rojane û paqijkirina derdorê bikin.
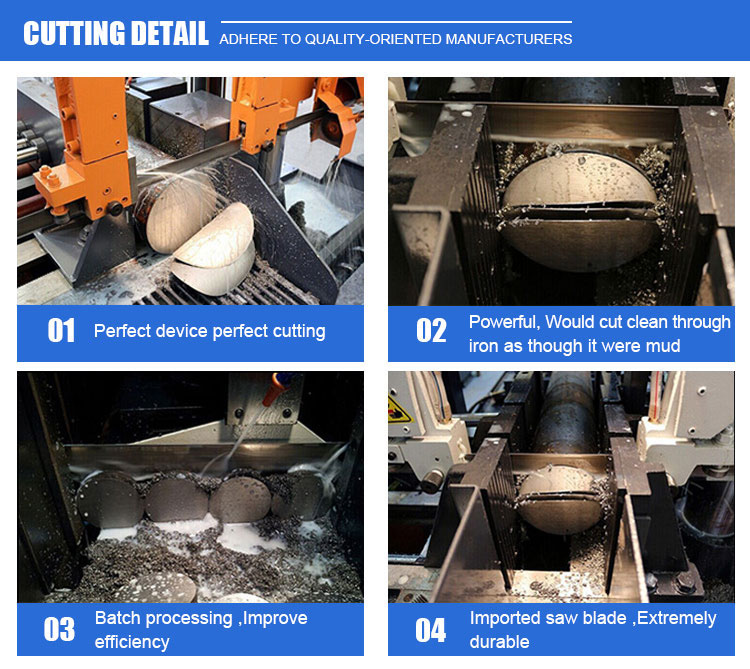
Detail birrîn
Bi giranî ji bo dirûtina cûrbecûr materyalên metalî yên wekî pola avahîsaziya karbonê, pola kemînê, pola alloyek bilind, pola alloyek taybetî û pola zengarnegir, pola berxwedêr a acid, hwd tê bikar anîn.
1. Amûra bêkêmasî qutkirina bêkêmasî
2. Hêzdar, dê hesin paqij bike mîna ku ew herrî be
3. Pêvajoya Batchê, karbidestiyê çêtir bikin
4. Kevirê sawê yê îthalkirî, pir bi domdarî